
Preparazione del metallo e controllo Rugosità superficiale
La durata di un rivestimento di vernice anticorrosione applicato su una superficie di acciaio, oltre alla qualità e alla quantità di vernice, è dovuta a quanto accuratamente la superficie è stata preparata prima della verniciatura. Da qui nasce l’esigenza di stabilire chiaramente la qualità della preparazione richiesta in ogni caso; per questo motivo vi sono classificazioni dettate dalla normativa svedese SIS055900-1967 (ancora frequentemente in uso) e riprese dalla più attuale ISO8501, che specificano quattro gradi di ruggine superficiale ed un certo numero di gradi di sabbiatura e raschiatura, ciascuno dei quali stabilisce una tipologia di preparazione prima della stesura della vernice protettiva su una superficie di acciaio con un grado di ruggine standard.
Grado di preparazione secondo EN ISO 8501-01
La normativa EN ISO 8501 nella prima parte, EN ISO 8501-01: “Gradi di arrugginimento e di preparazione di substrati di acciaio non rivestito o di substrati di acciaio dopo la
rimozione totale di rivestimenti precedenti", si riferisce alle superfici di acciaio in quattro diversi gradi di ruggine denominati con le sigle A, B,
C e D, queste superfici sono preparate con due differenti gradi di qualità superficiale denominati con le sigle St 2 e St 3 trattati mediante raschiatura e
spazzolatura; successivamente le stesse superfici sono preparate su quattro tipi di gradi di sabbiatura denominate con le sigle Sa 1, Sa 2, Sa 2½ e
Sa 3, ad ognuno corrisponde un a specifica tipologia di qualità superficiale.
Ad esempio una superficie di acciaio corrispondente al grado di ruggine B che è stato raschiato o spazzolato al grado di preparazione 2, viene indicata come “Grado B St 2”.
Una superficie di acciaio corrispondente al grado di ruggine B, che è stata preparata mediante sabbiatura al grado di preparazione 2½, viene indicata “Grado B Sa 2½”.
Gradi di ruggine
Come dicevamo la normativa prevede quattro diversi gradi di ruggine identificabili con le sigle sigle A, B, C e D, vediamoli nel dettaglio:
Grado di ruggine A

Grado di ruggine B

Grado di ruggine C

Grado di ruggine D

- Grado di ruggine A: La superficie in acciaio è interamente rivestita con vernice abbastanza aderente e con poca/alcuna presenza di ruggine.
- Grado di ruggine B: La superficie in acciaio presenta tracce di ruggine e la verniciatura inizia a sfaldarsi.
- Grado di ruggine C: La superficie in acciaio è parzialmente arrugginita e la vernice può essere raschiata facilmente, poca presenza di corrosione visibile ad occhio nudo.
- Grado di ruggine D: La superficie in acciaio è totalmente arrugginita e la corrosione è notevolmente visibile a occhio nudo.
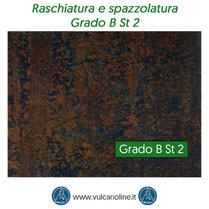
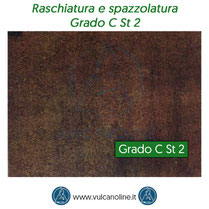
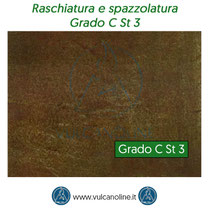
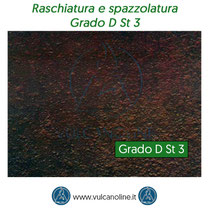
Gradi di preparazione - Raschiatura e spazzolatura
Prima del trattamento la superficie in acciaio deve essere pulita da sporco, grasso e impurità, gli strati più pesanti di ruggine devono essere rimossi mediante raschiatura e spazzolatura. Per questo motivo esistono 2 gradi di preparazione denominati St 2 e St 3, vediamoli nel dettaglio:
Grado di preparazione.
Raschiatura e spazzolatura B St 2
Grado di preparazione.
Raschiatura e spazzolatura B St 3

Grado di preparazione.
Raschiatura e spazzolatura C St 2
Grado di preparazione.
Raschiatura e spazzolatura C St 3
Grado di preparazione.
Raschiatura e spazzolatura D St 2

Grado di preparazione.
Raschiatura e spazzolatura D St 3
- Grado di preparazione St 2: Si tratta di un’operazione di raschiatura e spazzolatura completa della superficie (è possibile utilizzare anche utensili elettrici come smerigliatrici). Questo trattamento deve rimuovere incrostazioni, ruggine e corpi estranei e concludersi con la pulizia della superficie tramite aspiratori, aria compressa e spazzole pulite. Al termine delle operazioni di pulitura la superficie dovrebbe presentare una lieve lucentezza metallica.
- Grado di preparazione St 3: Si tratta di un’operazione di raschiatura e spazzolatura molto accurata (è possibile utilizzare anche utensili elettrici come smerigliatrici). La preparazione della superficie avviene nelle stesse modalità condotte per il grado St 2, ma molto più accuratamente. Al termine delle operazioni di pulitura la superficie dovrebbe presentare una lucentezza metallica marcata.
Gradi di sabbiatura
L’efficacia della tenuta della vernice è determinata dal grado di sabbiatura adottato durante l’operazione di preparazione della superficie in acciaio, poiché garantisce una base
di ancoraggio idonea per i rivestimenti protettivi. L’operazione di sabbiatura avviene successivamente a quella di raschiatura e spazzolatura dove si rimuovono sporco grossolano, grasso, impurità
e strati più pesanti di ruggine che creano instabilità e scarsa aderenza del film su metallo.
La sabbiatura si divide in quattro gradi di preparazione denominati Sa 1, Sa 2, Sa 2½, Sa 3, vediamoli nel dettaglio:
Grado di sabbiatura A Sa 2½
Grado di sabbiatura A Sa 3
Grado di sabbiatura B Sa 1

Grado di sabbiatura B Sa 2

Grado di sabbiatura B Sa 2½

Grado di sabbiatura B Sa 3
Grado di sabbiatura C Sa 1

Grado di sabbiatura C Sa 2

Grado di sabbiatura C Sa 2½

Grado di sabbiatura C Sa 3
Grado di sabbiatura D Sa 1

Grado di sabbiatura D Sa 2

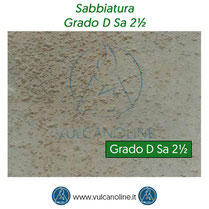
Grado di sabbiatura D Sa 2½
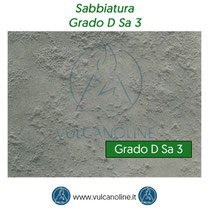
Grado di sabbiatura D Sa 3
- Grado di sabbiatura Sa 1: Sabbiatura grossolana/leggera. Consiste nella rimozione di scaglie di ruggine, laminazione e pittura; vengono lasciate sulla superficie quelle ben aderenti che possono offrire una buona aderenza.
- Grado di sabbiatura Sa 2: Sabbiatura commerciale. Consiste in una pulizia approfondita dove vengono rimosse tutte le incrostazioni, ruggine e corpi estranei. La superficie non ha come requisito fondamentale l’uniformità sia per quanto riguarda il grado di pulizia sia per quanto riguarda l’aspetto. Al termine di questa lavorazione la superficie presenta un colore prevalentemente grigio ed una rugosità adatta a conferire una salda adesione degli strati di vernice verranno applicati.
- Grado di sabbiatura Sa 2½ o Sa 2,5: Sabbiatura a metallo quasi bianco. Si tratta di una pulizia molto accurata effettuata eliminando quasi tutte le materie estranee presenti sulla superficie metallica come ad esempio calamina, ruggine, sporcizia, vecchia pittura, ecc. Al termine di questa operazione le uniche tracce rimaste sono leggere ombreggiature, venature, macchie causate da piccoli residui di pitture, ossidi di calamina e macchie di ruggine.
- Grado di sabbiatura Sa 3: Sabbiatura a metallo bianco. Consiste nella completa rimozione di tutte le sostanze estranee (tracce di vecchie pitture, impurità, scaglie di laminazione, prodotti di corrosione). Al termine di questa operazione la superficie risulta di colore grigio-bianco di aspetto uniforme, dotata di una rugosità ottimale che consente il perfetto ancoraggio della pittura al metallo.
Di seguito è riportata una tabella comparativa dei gradi di sabbiatura tra le normative più utilizzate:
| SIS 055900 / ISO 8501-1 | BS 4232 (Standard Britannico) | SSPC (Steel structures painting council, USA) |
| Sa 2 | Terza qualità | Commerciale, SP 6 |
| Sa 2 1/2 (o Sa 2.5) | Seconda qualità | Quasi bianco, SP10 |
| Sa 3 | Prima qualità | Metallo bianco, SP 5 |
Rugosità superficiale
Il profilo di sabbiatura è una misura espressa in micron e mostra la differenza tra i picchi e le depressioni formati su di una superficie metallica sabbiata, essa è indicata come rugosità superficiale e si ottiene indipendentemente dal grado si sabbiatura prescelto.
La rugosità superficiale si sviluppa principalmente in base alla granulometria e la qualità dell’abrasivo scelto, oltre alle condizioni iniziali della superficie metallica da sabbiare. Questo
parametro è molto importante poiché il metallo deve presentare un giusto apporto di rugosità per garantire una buona adesione. Se la rugosità è bassa potrebbe presentarsi una problematica per
un’insufficiente adesione, mentre se la rugosità è eccessiva c’è il rischio che la vernice non rivesta correttamente l’intera superficie, aumentando il consumo di vernice o causando un fenomeno
di formazione di ruggine prematura.
Verifica della rugosità superficiale tramite rugosimetro

Una modalità attraverso la quale è possibile verificare la rugosità superficiale risultante dal processo di sabbiatura è l’utilizzo di uno strumento denominato Rugosimetro.
Il Rugosimetro, per controllare la rugosità superficiale, utilizza i seguenti parametri (secondo normativa DIN 4768):
- Rugosità Ra: rugosità media - media aritmetica dei valori assoluti di tutte le creste e le valli misurate lungo la porzione del campione presa in esame.
- Rugosità Rt: rugosità massima o totale - distanza tra la cresta più alta e la valle più profonda misurate lungo la porzione del campione presa in esame.
- Rugosità Rz: rugosità media - media aritmetica tra le 5 creste maggiori e le 5 valli più profonde misurate lungo la porzione del campione presa in esame.
Al fine di determinare oggettivamente la rugosità di un manufatto sabbiato non è sufficiente indicare solo il parametro "SA". La committenza deve specificare il grado richiesto, utilizzando ulteriori parametri che rientrino nelle normative vigenti come indicato nei precedenti paragrafi relativi alla verifica della rugosità.
Copyright by © Vulcanoline All rights reserved